Edzett vagy megszakított felületű esztergált darabok megmunkálása során a CBN váltólapkák hamar akadályba ütköznek, itt jelent megoldást az új bevonat.
Finom szemcséjű keményfémmel kombinálva az alumínium-titán-szilícium-króm-nitrid réteg magas teljesítményt garantál akár 58 HRC keménységű acélok megmunkálása esetén is. A maximális megengedett hőmérséklet a megmunkálás során 1200 Celsius-fok. A keményfém alapanyag magas hajlítószilárdságának köszönhetően edzett anyagok megszakított vágására is van lehetőség.
A kemény anyagok megmunkálásán túl az új keményfém bevonat a magasan hőálló anyagok és a nehezen megmunkálható acélötvözetek megbízható feldolgozására is alkalmas.
Az SG66 keményfém bevonat szinte minden Horn lapkarendszerhez elérhető. A házon belül előállított bevonat rövid szállítási idővel rendelhető még a speciális szerszámok esetében is. Az SG66 nem váltja ki a CBN bevonatot, hanem kitölti a rést a különösen nehéz beszúró esztergálási műveletekhez kínált szerszámok palettáján. Összehasonlítva a két anyagot, a CBN bevonattal akár több mint kétszeres vágósebesség érhető el az edzett anyagok megmunkálása során.
Új szerszámtartó két hűtési csatlakozóval
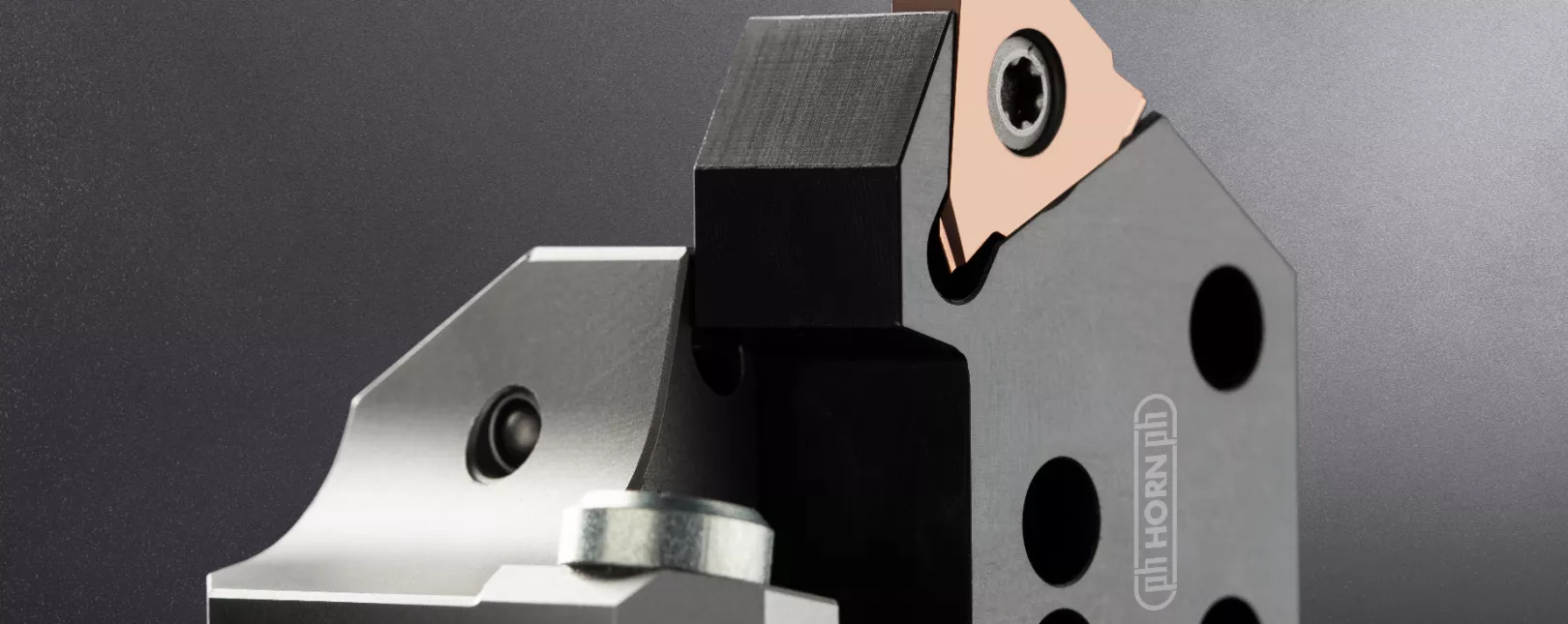
Több mint 25 ezer sztenderd termékének köszönhetően a Horn széleskörű szerszámportfólióval büszkélkedhet, melyben számtalan, különböző szerszámtípus fellelhető. Ezek egyike a 224-es beszúró-rendszer, amihez többféle szerszámtartó-rendszer tartozik. Annak érdekében, hogy a felhasználók jobb áttekintést kapjanak, a Horn a különböző szerszámtartók tulajdonságait egy rendszerbe integrálta. Az új szerszámtartó két hűtési csatlakozást egyesít.
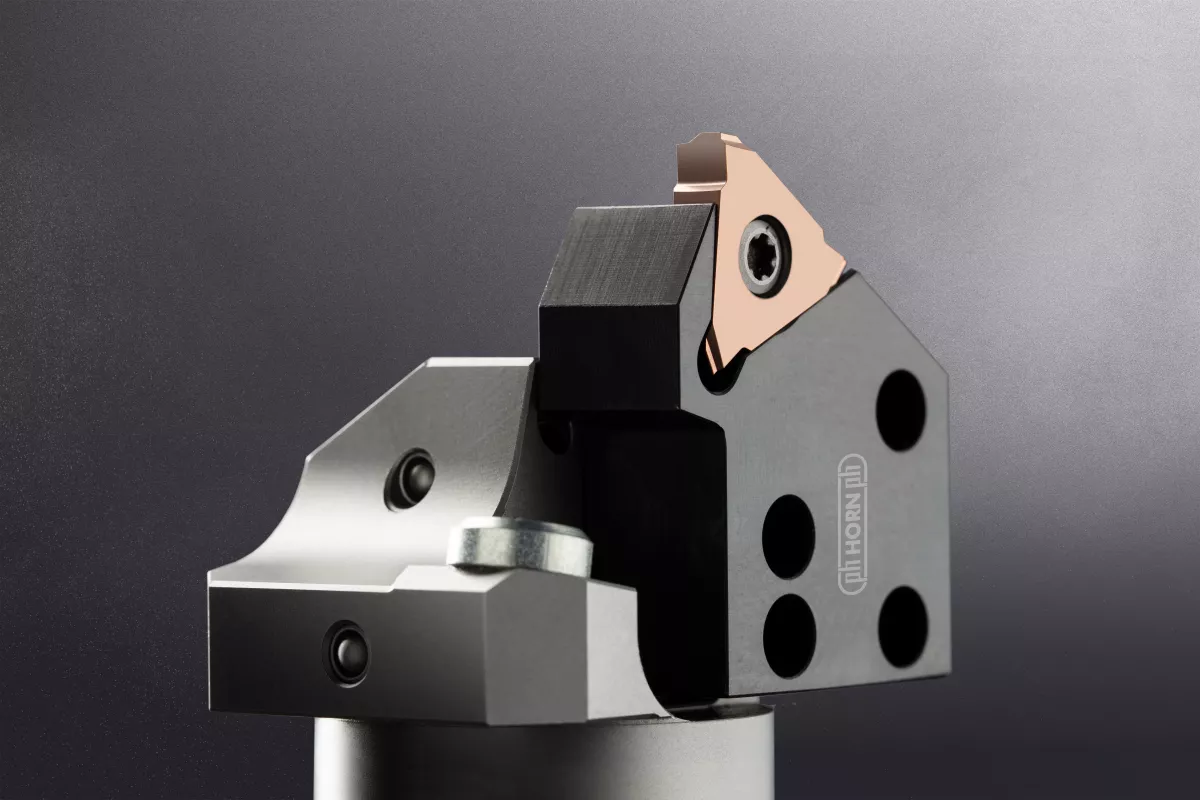
A kapcsolat a kontaktfelületen vagy egy menetes csatlakozón keresztül jön létre a szerszámtartó oldalán. A belső hűtőközeg-ellátás a szorító prizmán keresztül közvetlenül a váltólapkához vagy egy furaton keresztül közvetlenül a palástfelülethez vezethető. A Horn a szerszámtartót kompakt dizájnnal, szögletes szárral kínálja 16 mm (0,63") x 16 mm (0,63"), 20 mm (0,787") x 20 mm (0,787") vagy 25 mm (0,984") x 25 mm-es (0,984") méretben. A szerszámtartók minden méretben kaphatók készletről 2,0 mm (0,079"), 2,5 mm (0,098"), 3,0 mm (0,118"), 4,0 mm (0,157"), 5,0 mm (0,197") és 6,0 mm (0,236") vágási szélességekkel. A marószárak nagy szilárdságú acélból készülnek, ami garantálja a szerszámülék magas fokú precizitását és a rendszer hosszú élettartamát.
Cikkünk eredetileg a GyártásTrend magazin április - májusi lapszámában jelent meg, amely ezen a linken olvasható.
